
こんにちは、サンクチュアリー本店の中村です。
大家好,我是 Sanctuary 總店的代表中村。
台北にあるCH MOTOの陳さんから製作の依頼を頂いた RCM-688
CBX1000(その10)です!
這是是台北CH MOTO陳先生委託製造的RCM-688 CBX1000 (其之10)!

サンクチュアリー本店の内燃機加工部門DiNxにて CBX1000専用の
シリンダー固定プレートを製作中。
在SANCTUARY本店的內燃機加工部門DiNx,製作了專用於CBX1000的汽缸固定板。

ボーリング加工が終った為、これよりホーニング工程に移行します。
由於鑽孔加工已完成,接下來進入珩磨工序。
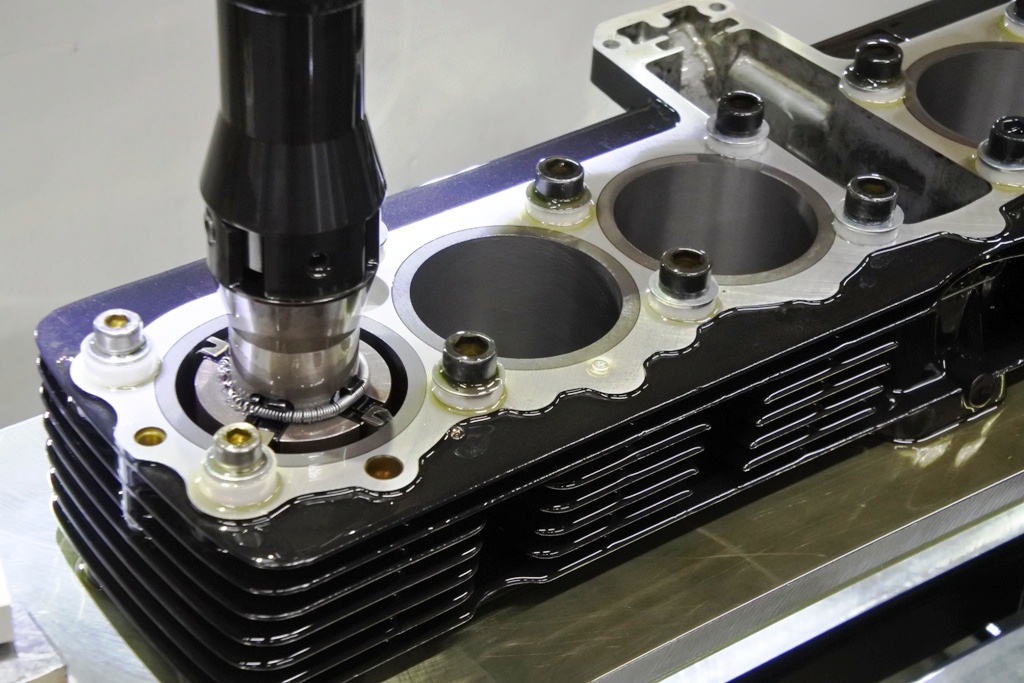
専用の砥石でシリンダースリーブ内径を精密研磨するホーニング作業。
使用專用砂輪對汽缸套內徑進行精密研磨的珩磨作業。
DiNxのホーニングマシンは電子制御で、極めて精密な数値を正確に導き出せる
高性能機 ROTTLER H85A
DiNx的珩磨機是採用電子控制的高性能設備ROTTLER H85A,可準確計算極為精細的數值。

意外に広く知られてない知識なんですが、シリンダー工程はボーリングよりも
ホーニングの方が難しく重要なんです。
關於汽缸加工,其實有個鮮為人知的知識:比起鑽孔,珩磨更難且更為重要。
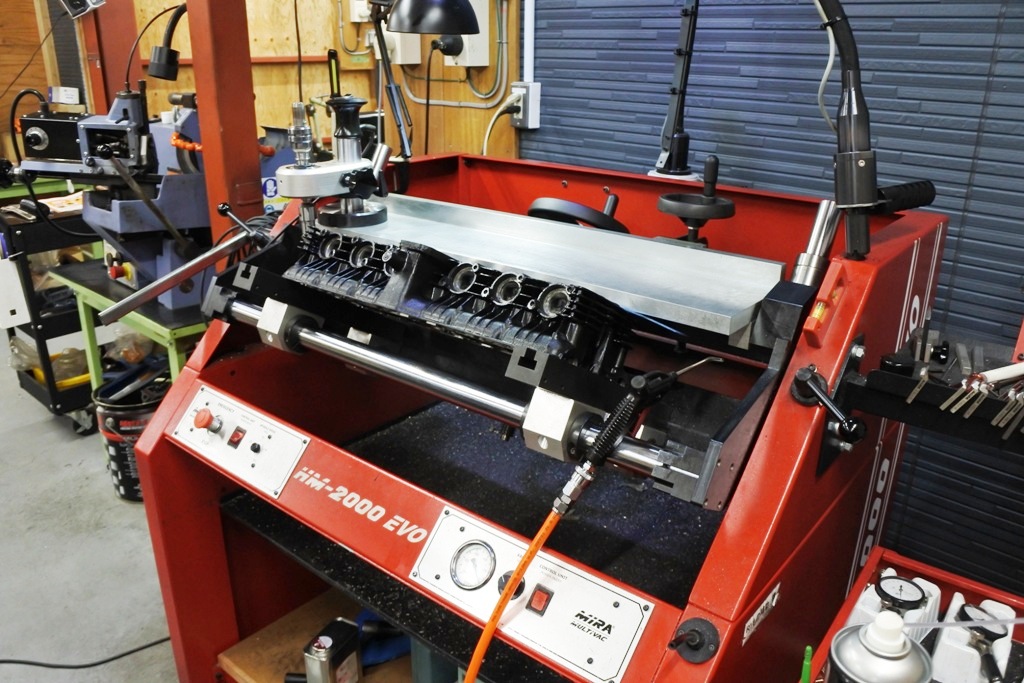
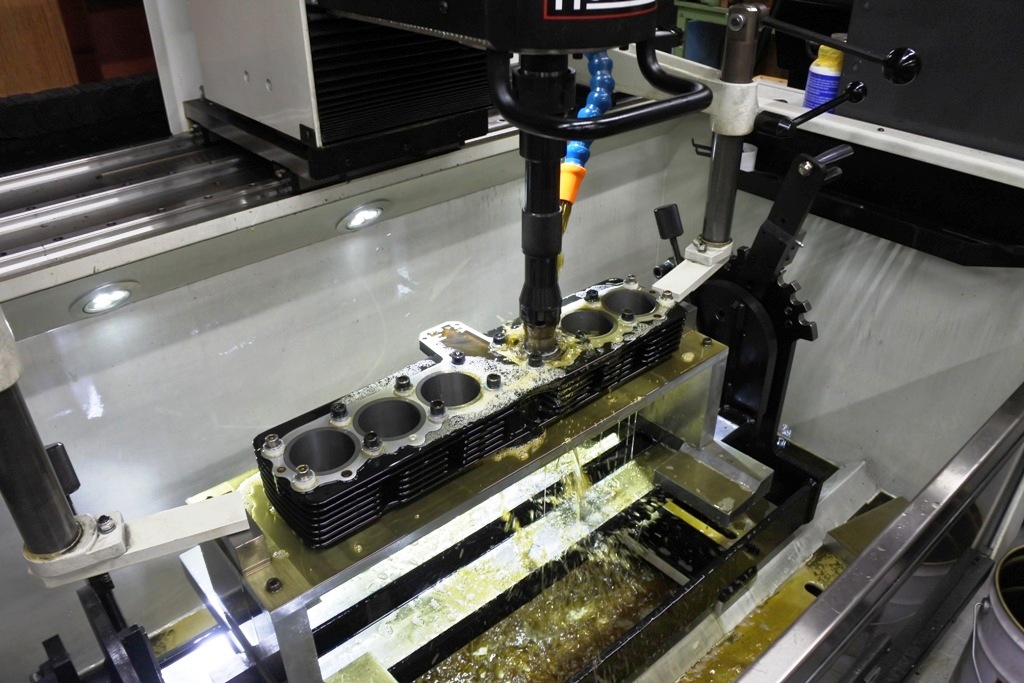
続いてはMIRA HM2000EVOによるバルブシートカットを行います。
接著使用MIRA HM2000EVO進行氣門座切割。

まるで4輪車のヘッドの様に見えるCBXの6気筒ヘッド。
CBX的六缸汽缸頭,看起來就像四輪車的汽缸頭一樣。

バリオドライブリフェーサーを用いてシートリングの3面カットを施しました。
このバルブシートカット加工は、燃焼室の密閉性を向上させる為に欠かす事の
出来ない必須項目でもあります。
使用座環修整機進行氣門座環的三面切割。
這項氣門座切割加工,是為了提升燃燒室密封性不可或缺的重要工序。

全ての内燃機加工が終った所で、次の部品検証へ・・・
完成所有內燃機加工後,接下來進行零件檢測……

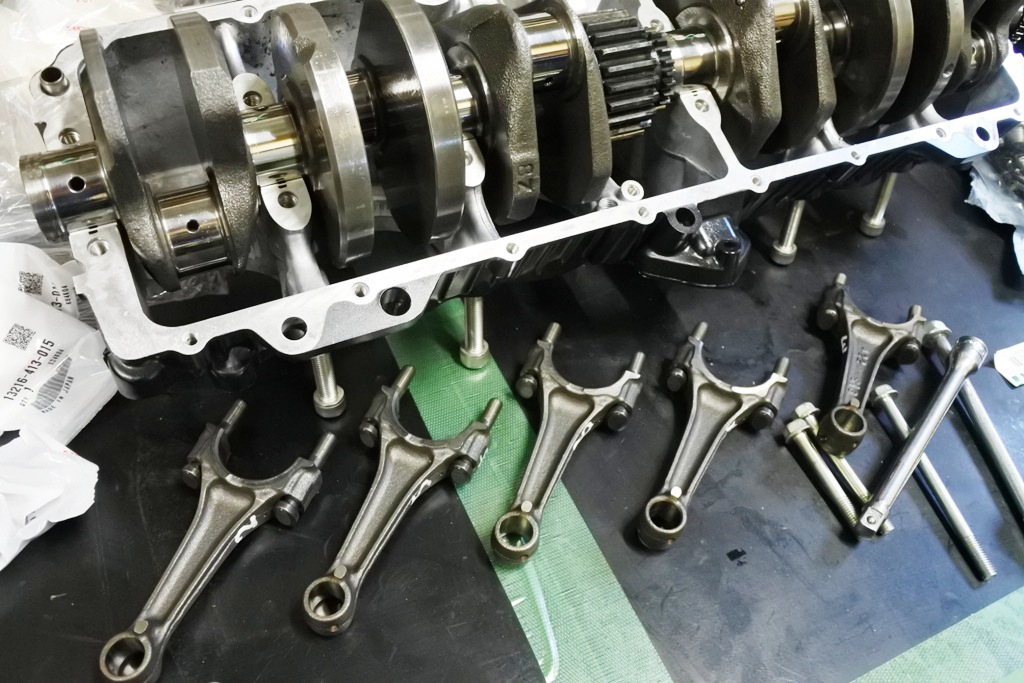
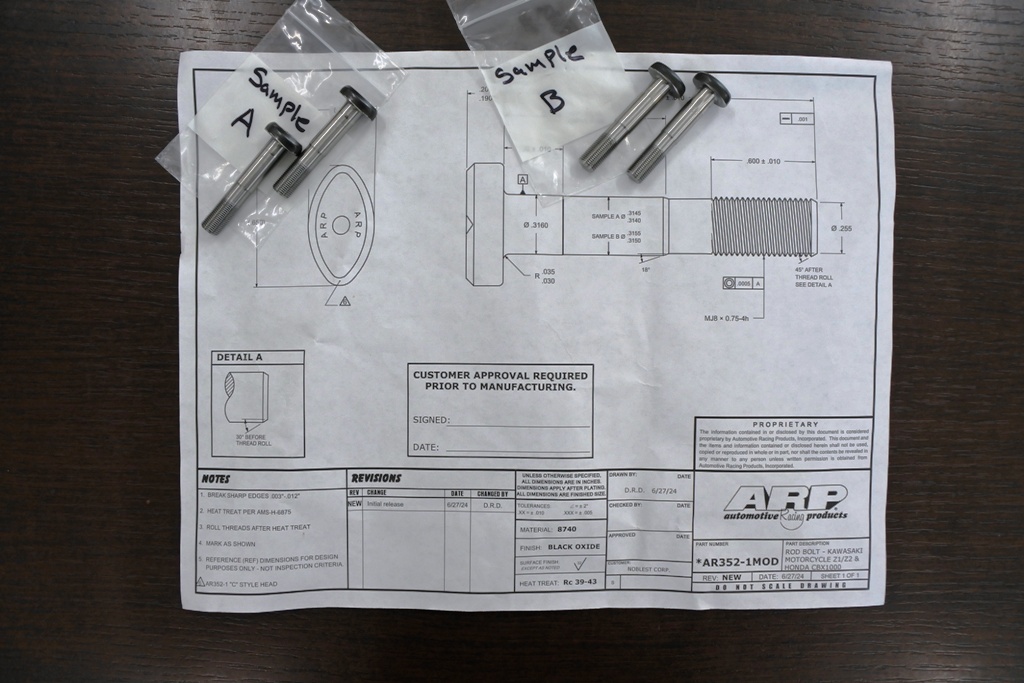
アメリカARP社からコンロッドボルト&ナットの完成品が送られて来たので
締め付け測定をしました。
コンロッドボルトを参考トルクで締め込み、締め込む前の数値と僅かに伸びた
数値差の測定をしているんです。
美國ARP公司寄來了完成的連桿螺栓和螺帽,進行了緊固測量。
將連桿螺栓以參考扭力值緊固,並測量緊固前和緊固後略微伸長的數值。

ARP指定の伸び値になった状態で、次は大端部内径を複数個所ボアゲージ測定。
在達到ARP指定的伸長數值狀態下,使用內徑規測量大端部內徑的多個位置。

ボルトを規定値で締め込むと大端部の内径に極々僅かな内寸変化が起こる為、
そこをしっかり検証しているんです。
由於螺栓在規定值下緊固後,大端部內徑會產生極細微的變化,因此必須進行詳細檢測。
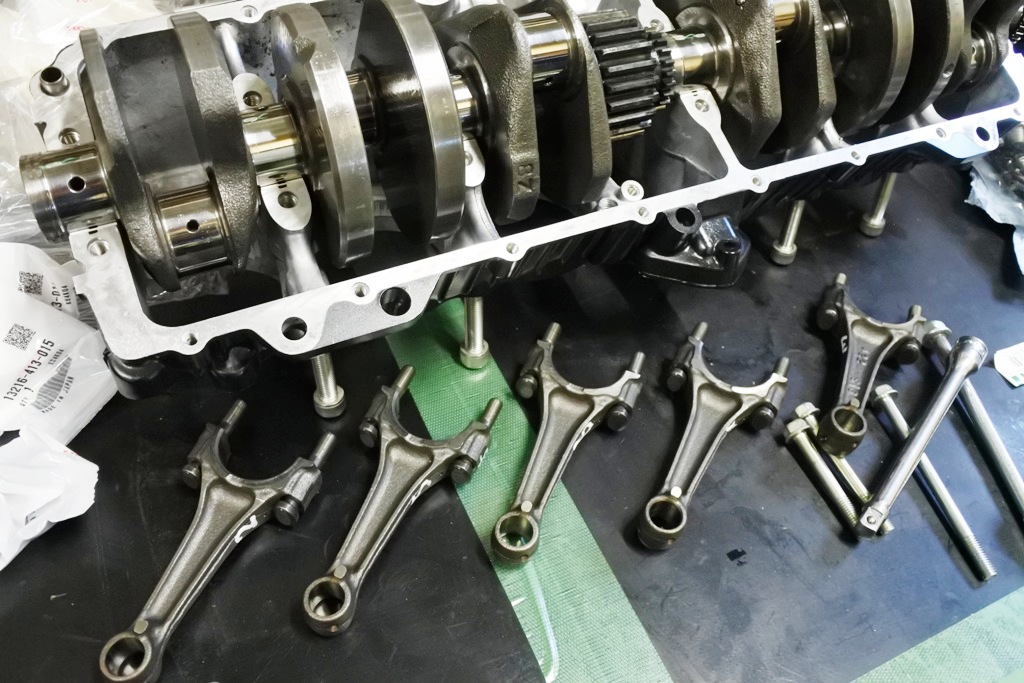
さぁ!これよりクランクシャフトとコンロッドの本組み立てに入りましょう!
好了!現在開始進行曲軸與連桿的正式組裝!
台湾のCH MOTO陳さん!そしてこのRCM-688のオーナーさん!
待望のARP製コンロッドボルト&ナットが完成し納品されましたので
これよりピッチを上げて進めます!
ペイントされた外装は次回お見せしますね!
來自台灣CH MOTO的陳先生!以及這台RCM-688的車主!
大家期待已久的ARP連桿螺栓與螺帽已完成並交付,接下來將加快進度!
塗裝完成的外觀會在下一次展示給大家!











コメント