
こんにちは、サンクチュアリー本店の中村です。
大家好,我是 Sanctuary 總店的代表中村。
台北にあるCH MOTOの陳さんから製作の依頼を頂いた RCM-688
CBX1000(その11)です!
這是是台北CH MOTO陳先生委託製造的RCM-688 CBX1000 (其之11)!
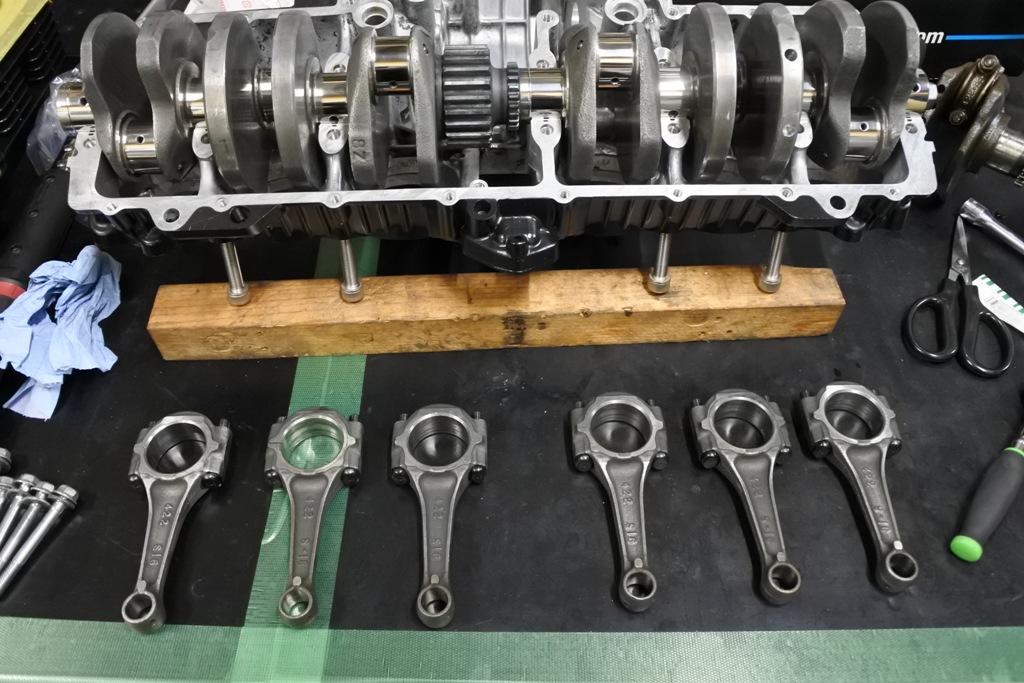
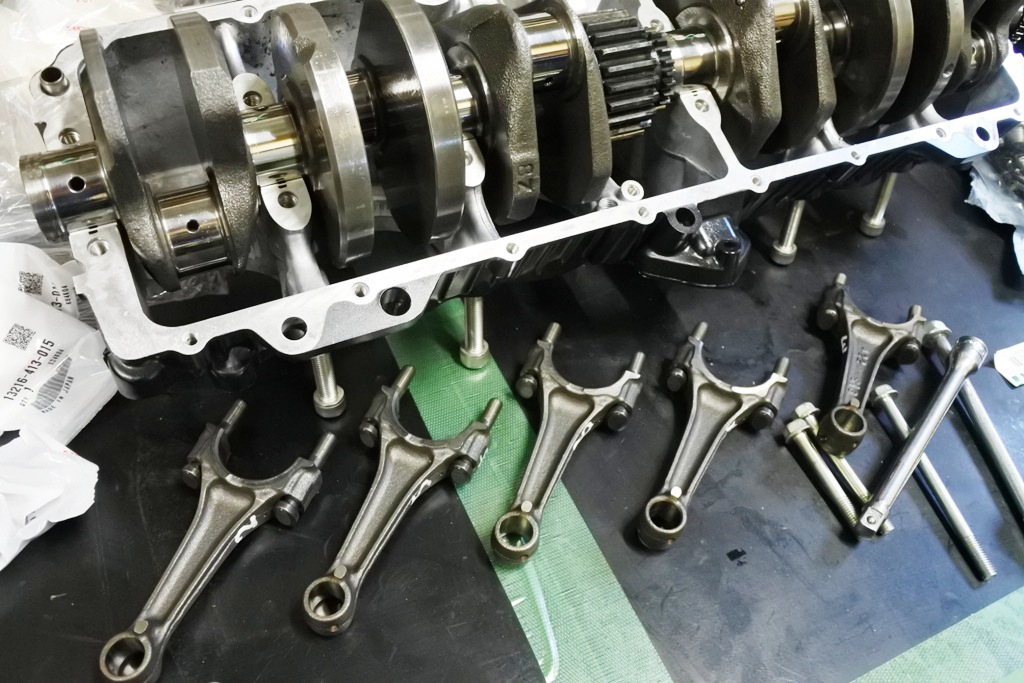
待望のARPコンロッドボルトが入荷した為、これより組み立てに入ります。
等待許久的ARP連桿螺栓總算到貨,我們終於能夠開始進行組裝工作了。
先行してクランクやコンロッド大端のメタルベアリングサイズは既に測定済み。
曲軸和連桿的金屬軸承尺寸已經都先測量完畢了。
ナットもARP製の専用品です。
螺帽部分也是使用ARP製的專用品項。

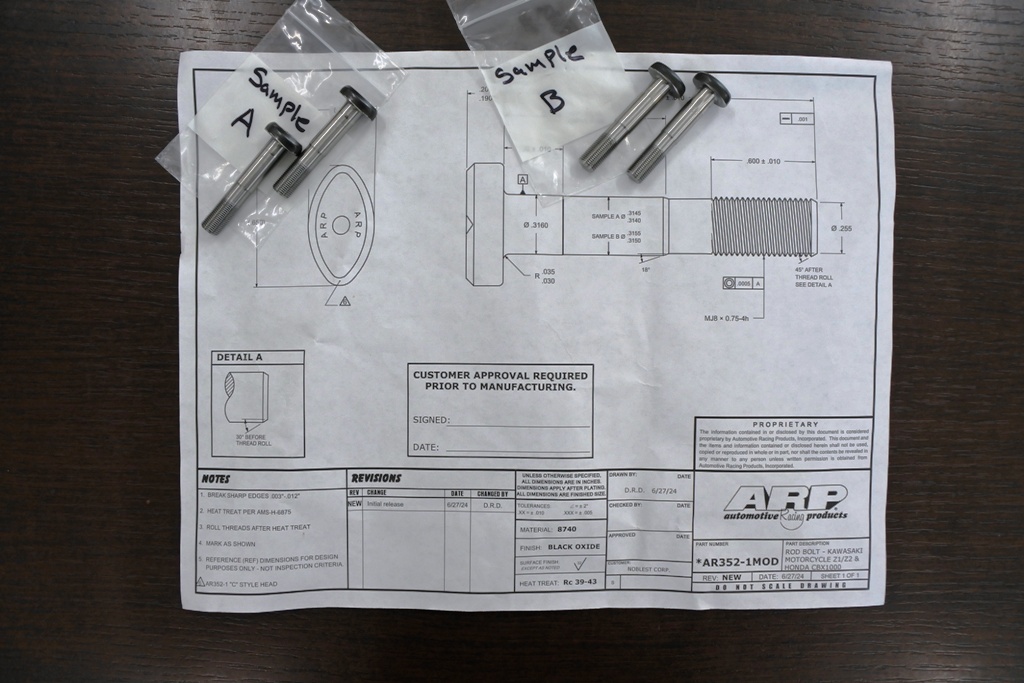
先ずはコンロッドボルトの長さをストレッチゲージを用いて精密に測定。
先使用桿螺栓拉伸計(stretch gauge)精密地測量連桿螺栓的長度。

その後、レンチを用いてある程度のトルクで締め付けをし
然後使用扳手稍微拴上,此時只先給予適當程度的扭力

メーカー指定の参考値となるトルクで締めつけます。
拴緊螺栓讓扭力達到製造商指定的參考值。

再びストレッチゲージの出番
メーカー指定の参考トルクで締め付け、コンロッドボルトが0.127mmほど
伸びているかを確認します。
これは「塑性域締め付け法」と言ってボルトが持つバネの様な弾性を利用した
締め付け方法です。
桿螺栓拉伸計(stretch gauge)再次登場
拴緊螺栓讓扭力達到製造商指定的參考值後,確認連桿螺栓是不是有突出0.127mm。
這種方式稱為「塑性鎖緊法」,是一種利用了螺栓本身所擁有類似彈簧彈性的緊固方式。

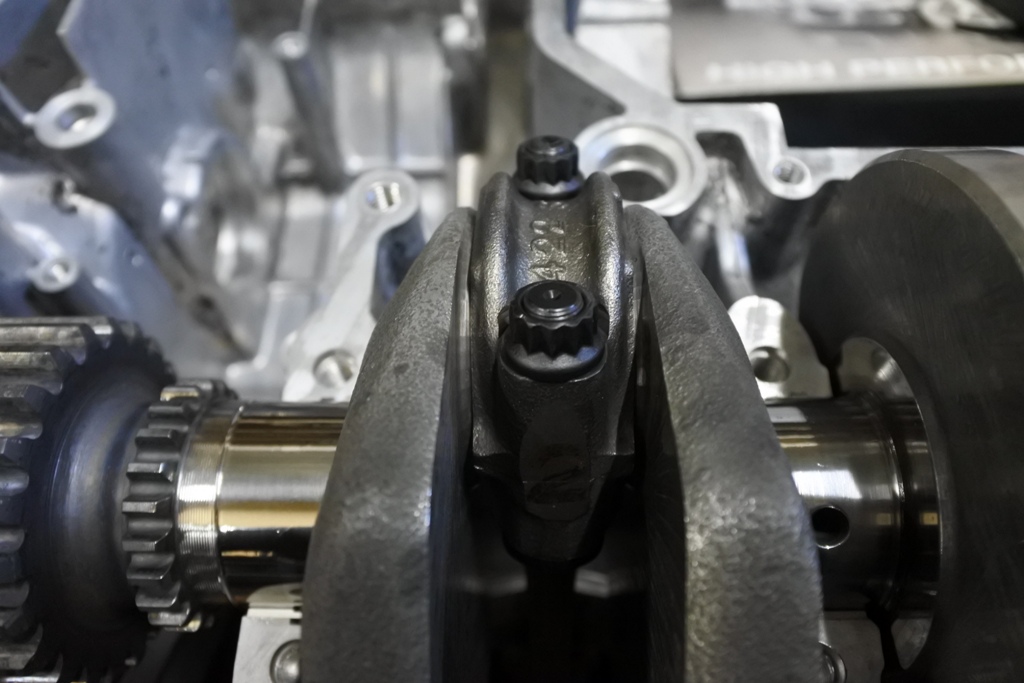
トルク不足だとボルトが緩むし 過剰に締めれば大端部の円形状が微妙に変形する。
コンロッド大端部のトラブルは多くがボルトに原因があるんです。
その為、ARP社は信頼性の高い塑性域締め付けボルトで造ってくれました。
如果扭力不足的話螺栓會鬆脫,如果扭力過剩的話曲軸大端內部的圓形部位會產生微妙的變形。
許多連桿大端部位出現的問題都來自於螺栓。
也是由於這個原因,ARP公司才會生產這種塑性螺栓。

SANCTUARYの母体たる(株)ノーブレストでは
今後もレアなARP社製品をリリースして参ります。
作為SANCTUARY母公司的noblest未來也會繼續推出稀有的ARP公司製品。
数日後・・・
數天後……
外装部品が届きました!
外部零件到貨了!

ペイントが先に出来上がってしまいました(汗)
これは本格的にペースを上げて行かねばなりません。
塗裝部分已經先完工了(汗)
接下來得更認真地加速完成工作了。

限られた部品しか交換できないトランスミッション。
少しでもコンディション良く組み上げてあげたいです。
傳動裝置(transmission)只有極少部分的零件能夠進行更換。
但是我們希望盡可能地組裝出狀態更為良好的機器。
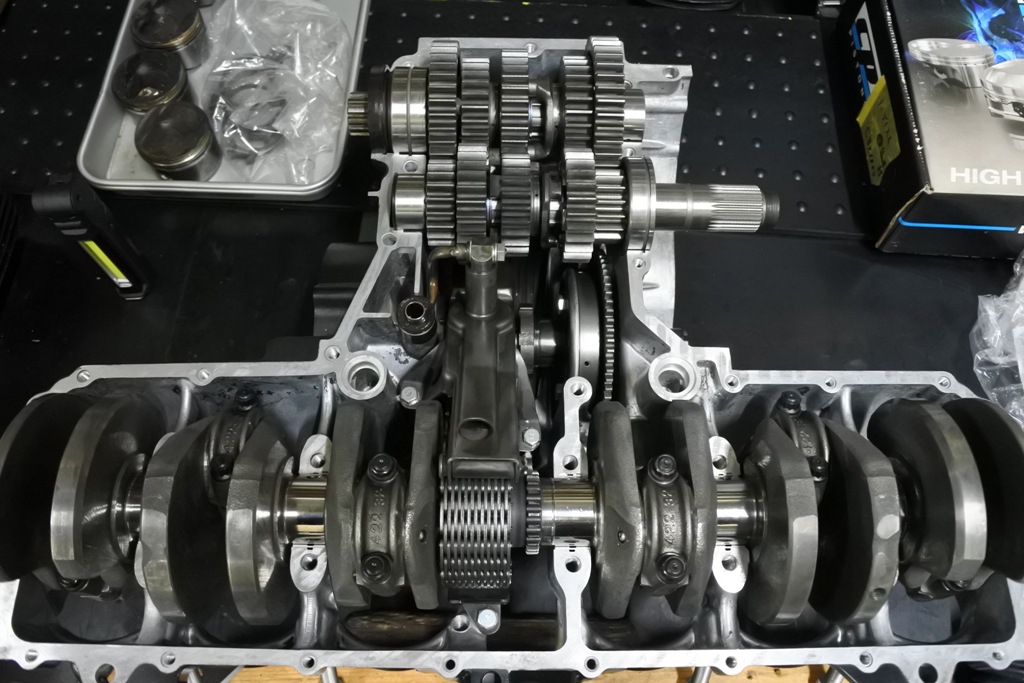
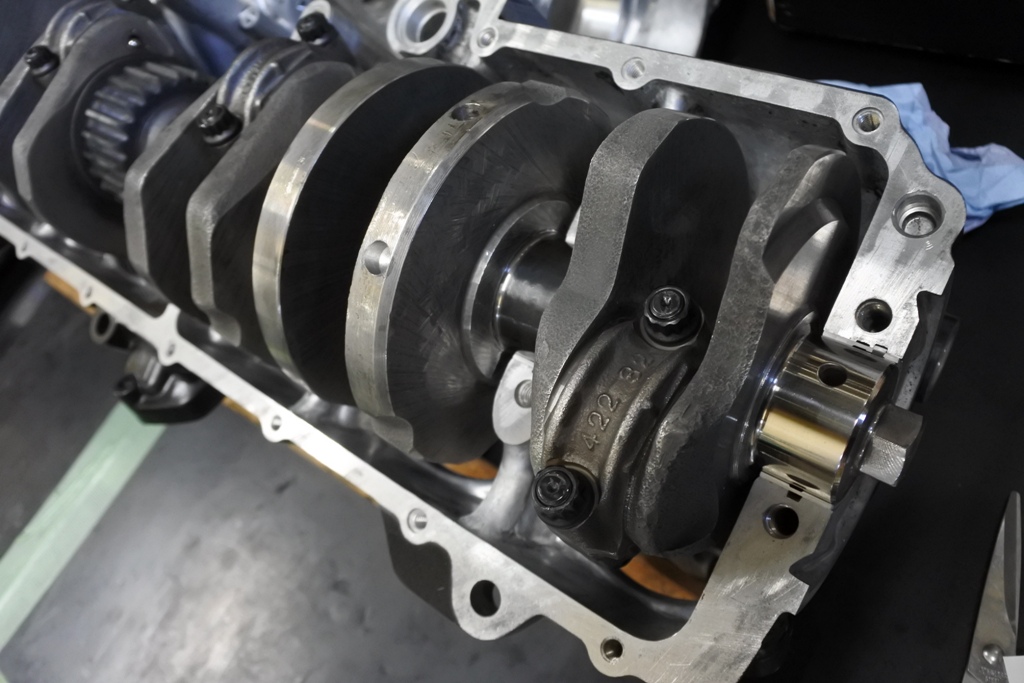
これにてクランクケース内の部品、全て組み込み完了!
這麼一來曲軸箱(Crankcase)內的零件也全都組裝完成了!

エンジン腰下だけで既に重い・・・(苦笑)
光是引擎下半座的部分就非常重了……(苦笑)

台湾のCH MOTO陳さん! そしてこのRCM-688のオーナーさん!
この後、マフラーとスイングアーム、そしてドライブチェーンの通過位置に
悩まされ作業は後退。
検証した結果、マフラー性能とルックスを多少犠牲にするしか手は無さそう。
RCM-888 CBX1000!
次回より、いよいよ佳境に入ります!
台灣的CH MOTO 陳先生! 也是這台RCM-688的車主!
在這之後我們裝上了消音器和搖臂,然後又因為傳動鏈條的通過位置實在很讓人苦惱,
所以組裝作業進度只能再退回去。
在驗證過後,我們認為只有稍微犧牲消音器性能和車輛外觀這個方法了。
RCM-688 CBX1000!
從下一次的內容起,我們終於要進入佳境!








コメント