

こんばんは、サンクチュアリー本店の中村です。
今も尚 製作台数が増える一方のRCM。
ご依頼頂いてる機種の殆どが空冷Z系車両をベースにしたRCMですが
「Z系以外のRCMもたまには見せないと!」と言う事で始まったのが
このRCM-644 GSX1100Sカタナでした。
構想が膨らむのは良い事なんですが、目標としている来年2月の完成に
間に合うんでしょうかね? と (;^_^A
何十台とある他のお客様の車両を横目に あくせく取り組んでますが・・・
いやいや
そんな、今から諦めちゃ いかんですよね~ ( ̄▽ ̄;)
RCM-644 カタナ(その4)です!

回り道なのは わかってるんですが「ここでやっておくべき」と言う手合いの
作業は往々にしてあります。
ただ、何をやるにも どうしてもコストが発生してしまうので、コスパを考え
ながら判断し、作業するのがプロってもんでしょう・・・

お馴染みデイトナさんがリリースしてる、RCMコンセプトグリップエンド。
鉄製です。
ド鉄であるからして、当然重い・・・
でも、だからこそ ハンドルに走るバイブレーション(振動)を低減してくれる
ファッショングリップエンドではない実用性のあるグリップエンドなんです。
デイトナさんからリリースされているRCMコンセプトパイプハンドルには
このグリップエンドがボルトで固定できるようネジ穴が設けられていますが
セパレートハンドルの方は従来からの構造で、その機能はありません。
なるほど・・・
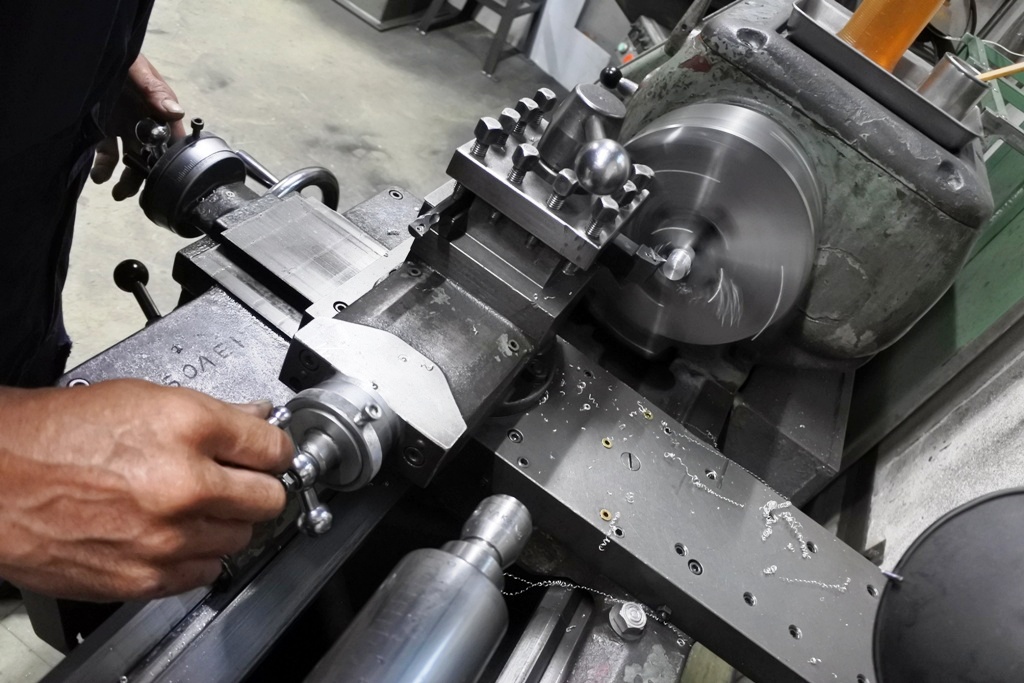
「ならば そう言う物を造ってしまいえばいい」と、旋盤を回し出しました。
僅か30分~1時間程度の時間で削り上がるなら、コスパも悪くないはず。

これから溶接する為、ハンドルバーの塗装を剥離し二か所ほど穴を開けて・・・

先ほど旋盤で削り出した、M8のネジ穴が切ってあるA5052のスリーブを
ハンドルエンドに挿入して、ボルト&ワッシャーで簡易固定し・・・

穴開けした部分に溶接棒を溶けこまし、2ヵ所だけスポットで溶接をする。
て、いうか
もうムク棒から削り出して造るか、デイトナさんに頼んでラインナップ化
して貰えば いーじゃん って
話かも知れないス・・・ (;^ ^A

ハンドルバーが出来上がった所で、立ち上げた車体を進める事に・・・
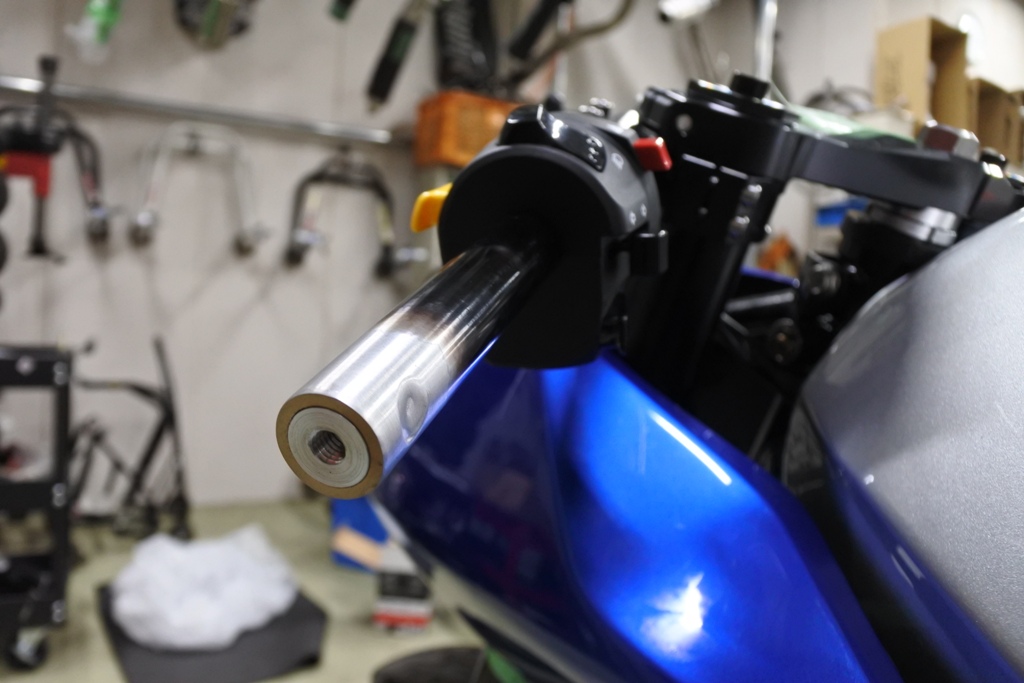
先ほど溶接したハンドルバーの出来栄えは、こんな感じ ♪
グリップエンドをM8ボルトで、しっかりトルクを掛けて固定できるので
脱落の心配もなく、またハンドルの振動も相当低減できる。
ちょっとした作業なんですが、一手間かけてやる事で乗り心地や安心感は
とても良くなるんです。

ベース車両に取り付けされていたインナーフェンダーとリアフェンダーレスの
パーツは再使用しようと思いましたが、どうにも痛みが酷いので交換する事に。
ちなみにこの後 メーター取り付けの作業に入るんですが、今この段階で外装を
仮組みしているのには訳がありまして、そこの入口だけ チラッとお見せします。

オリジナルのメーターパネルを切り出し製作した メーターアッセンブリの
取り付けに入るのですが、ここでもRCMらしい一工夫を凝らしたいと思い
寸法感を見てみる事に・・・

まだダミーであるベースプレートにカーボンパネルを被せた、スタック製の
2連メーターASSYの重量は そこそこ重いもの・・・
で、前々から思ってたんですけど
どうせならトップブリッジ回りではなく、アッパーカウルステーに取り付け
できないものかなと・・・
ステアリングを左右に切って メーターにハンドル周辺部品が干渉しなければ
実現できるだろうなと、イメージしていたんです。
さてさて
結果は、また先のブログにてご報告させて頂きますね (^_-)-☆












コメント